Protocase Ships WorldwideShips Worldwide
An electrochemical process that enhances the metal’s natural oxide surface, providing increased corrosion resistance and a decorative finish.
We offer Type II and Type III anodizing.
Anodized aluminum's surface is much harder than untreated aluminum, and is therefore much more resistant to scratches and wear.
This service is completed off-site by a third-party supplier, which adds to the lead time and includes a minimum lot charge.
Please note that anodizing is not available on our aluminum 6063 extrusion or extruded enclosures.
Anodizing involves an acid bath and electricity which, when used together, is a controlled oxidization that enhances the naturally occurring oxide layer on aluminum. It is this controlled oxidization that makes the oxide surface thicker and therefore, harder.
The aluminum is secured to racks and then lowered into an acid bath. An electric current is then passed through the racking and into the aluminum part. The anodized aluminum can be left in its natural color, or dyed from many color choices, using organic dyes.
Anodized Aluminum - Orange Tint
Anodized Aluminum Part - Orange Tint
Anodized Aluminum Part - Orange Tint
Anodized Aluminum Part - Black Tint
Anodized Aluminum Part - Black Tint
Also known as common or standard anodizing, Type II is sulfuric acid anodizing (as opposed to Type I anodizing, which is chromic acid anodizing).
Type II anodizing includes two different classes:
Class I signifies an un-dyed finish, also called clear or natural
Class II signifies a dyed finish and the color is named ( i.e.: Type II Class II Red)
Type III anodizing is also sulfuric acid anodizing.
The key difference between Type II and Type III is that for Type III anodizing, the sulfuric acid solution's temperature is lowered and run at a higher voltage.
The end result is a denser, wear-resistant oxide layer that creates a harder and smoother finish than Type II anodizing. Type III anodizing is ideal for parts that rub together.
Red Anodize (Mil-A-8625 Type II, Class 2)
Blue Anodize (Mil-A-8625 Type II, Class 2)
Orange Anodize (Mil-A-8625 Type II, Class 2)
Tan Anodize (Mil-A-8625 Type II, Class 2)
Bronze Anodize (Mil-A-8625 Type II, Class 2)
Black Anodize (Mil-A-8625 Type II, Class 2)
Clear Anodize (Mil-A-8625 Type II, Class 1)
Black Hard Anodize (Mil-A-8625 Type III, Class 2)
Clear Hard Anodize (Mil-A-8625 Type III, Class 1)
Graphics can be applied on all of our anodizing colors via digital print and silkscreening.
Our standard methods can process components of aluminum with the following maximum dimensions, based on the type of anodizing you are requesting:
| Anodizing Type | Maximum Dimensions |
|---|---|
| Type II, Class 1 Clear / Class 2 Black | 32" x 44" x 116" (812.8mm x 1117.6mm x 2946.4mm) |
| Type II, Class 2 Red / Blue / Orange | 20" x 20" x 32" (508mm x 508mm x 812.8mm) |
| Type II, Class 2 Tan / Bronze | 16" x 16" x 24" (406.4mm x 406.4mm x 609.6mm) |
| Type III, Class 1 Clear / Class 2 Black | 32" x 44" x 116" (812.8mm x 1117.6mm x 2946.4mm) |
For oversized parts, please contact your Protocase account manager to discuss your requirements.
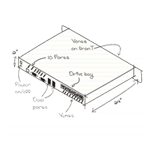
It is important to note that there will be a difference in color between your aluminum part and where it has been welded.
This is because when aluminum parts are welded, they undergo a thermal process that alters the metal's microstructure. This change in the aluminum's microstructure affects the color of the anodized layer.
The areas where a part has been welded, as well as the periphery, will not be a uniform color compared to the other areas of the part.
Our anodizing suppliers cannot guarantee color uniformity, especially for larger parts or parts in larger unit quantities. For consistency in anodizing color, we recommend small-sized parts in small volumes. Some parts may have racking marks.
Contact your account manager to learn more.
There are many advantages to choosing an anodized finish for your enclosure, part or component:
Our experts can design your custom enclosures exactly as you want them.

Stay Updated
Subscribe to our newsletter
to get our latest news.
Proudly Certified
© Protocase 2022 - All rights reserved.




